
As noted earlier in the design section when discussing handling qualities, the horizontal stabilizer was sized using criteria involving a dimensionless coefficient known as the horizontal tail volume coefficient. Based on known good handling qualities of other sailplanes and the value of their tail volume coefficients, one can size the horizontal tail for Concordia. With the low wing area of Concordia and long tail boom of the fuselage, it turned out that the horizontal tail of the ASG29 would be good for Concordia if one limits the ship to aero tows only–no winch launches. Uli and Peter Kremer of Schleicher were generous enough to allow us use of the ASG29 horizontal tail mold for the Concordia tail if it could be done on a non-interference basis with ASG29 production. The original plan was to build the horizontal stabilizer while we were at Schleicher building the wing spar flanges but the mold was fully devoted to production during that time. Gerhard was able to make a trip back to Schleicher a few weeks later and build the horizontal stabilizer with a lot of help from others including Karl Klossok, Michael Greiner, Mario Link, Joachim Feige, and AS-specialist Harald Herget. The lamination scheme for the tail was different from the ASG29 since the required loads were greater, and again balsa was used as the core material. The stabilizer is mostly Kevlar with some carbon in high stress areas. The weight of the stabilizer using Kevlar and balsa was near that of the ASG29 even though it was built to carry additional loads. Don’t ask about the man-hours to build the stabilizer versus that of the ASG29; you can guess the answer to that question–many more hours.



I'm curious about the advantages of kevlar vs. carbon or glass for this particular part. Kevlar has low density and modulus with high toughness. I'm assuming that the higher modulus of carbon isn't an advantage in this case.
Thanks,
Craig Funston
Dear Craig,
there is a mixup with pictures and sub-titles of above article.
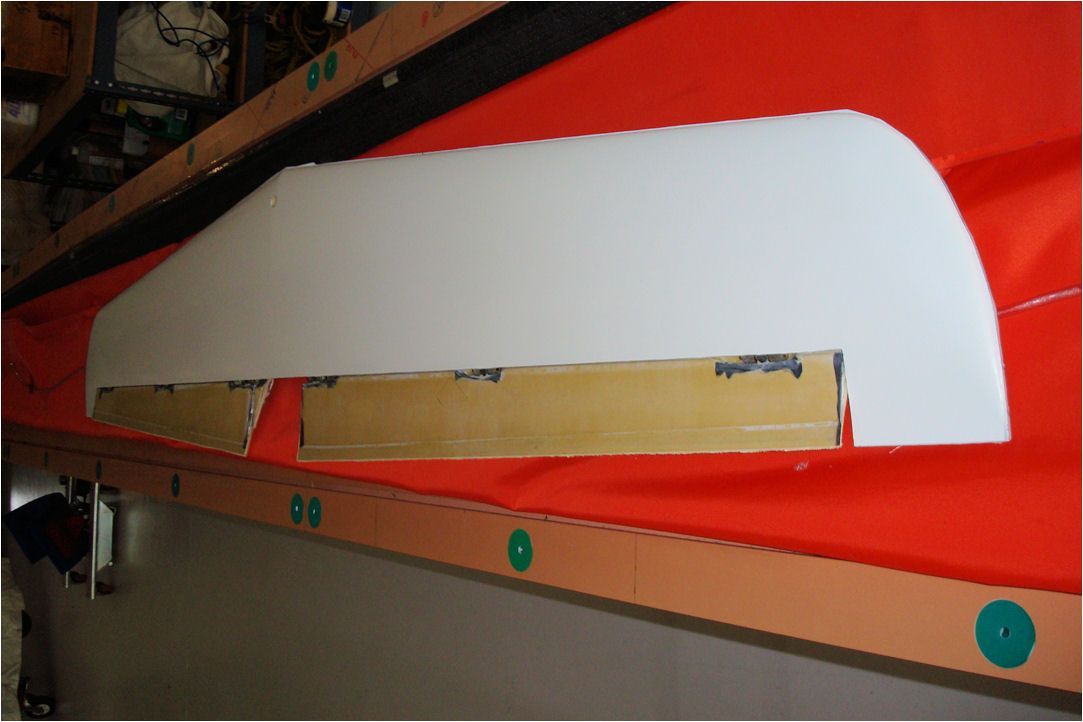
If you look closely to the stabilizer photo, you can see, that the balsa is vacuum-bag glued to the outside skin.
This skin is black from carbon weaving and from yellow Kevlar,which you may not spot, as an outermost layer. This Kevlar-layer is very lightweight and rather stiff in twist.
Such a light weaving was not available in Carbon.
You are right, that Kevlar is tough. But Kevlar 49 has quite a high modulus and is lighter in density than glass and therefore beats even the thinnest glass layer.
When you look to the photo with Karl Klossok and me, you see elevator outside skins and the balsa core covered by a felt fleece
for absorbing surplus resin under the vacuum bag.
As you can see on the stabilizer photo taken at TN, only the elevator is a pure Kevlar-Balsa-Kevlar sandwich structure.
Kind regards,
Gerhard
Thanks Gerhard,
I hadn't realized that Kevlar was available with a higher modulus. It's a beautiful project and we're wishing you and the team great success.
Craig
Very interesting project, I´m looking forward to seeing more.
Good luck and best wishes from (Sweden W22 220037)